
| 環保審批 | |||||||||
|
|||||||||
| 廢氣處理 | |||||||||
|
|||||||||
| 粉塵處理 | |||||||||
|
|||||||||
| 酸堿廢氣凈化工程 | |||||||||
|
|||||||||
| 噪聲治理工程 | |||||||||
|
|||||||||
| 廢水處理工程 | |||||||||
|
|||||||||
| 廢氣處理設備 | |||||||||
|
|||||||||
| 除塵器設備 | |||||||||
|
在電子和金屬行業經常用到電鍍,但不可避免電鍍過程中產生的大量廢氣,主要是一些有機廢氣、酸堿廢氣、鉻酸霧、金屬粉塵和各種電鍍槽液加熱而散發出的多種廢氣,包括含氰廢氣、含氨廢氣等。這些廢氣對人體的呼吸道、眼睛、皮膚都有傷害,所排放的_氧化硫、氮氧化物,在空氣中對植物的生長有危害作用,甚至殺死植物。那該如何治理呢?對廢氣的處理達到什么排放標準才能通過環評要求呢?
電鍍工業污染物排放標準

選擇治理方案的幾個基本要素:
根據廢氣成分(是否含有水分、固態物、油狀物,及處理難易程度)、濃度(高、低)、排放形式(連續或間歇排放)選擇處理方案。
以下情況適合選擇高溫等離子焚燒處理方案:
有機物含量較高、成分復雜、易燃易爆(丁二烯等)、較難分解物質如二硫化碳,含有顆粒物、油狀物、連續大劑量排放的工業廢氣。
如凹版印刷、膠板印刷、涂裝、化學合成、石油化工、香精、香料等行業。
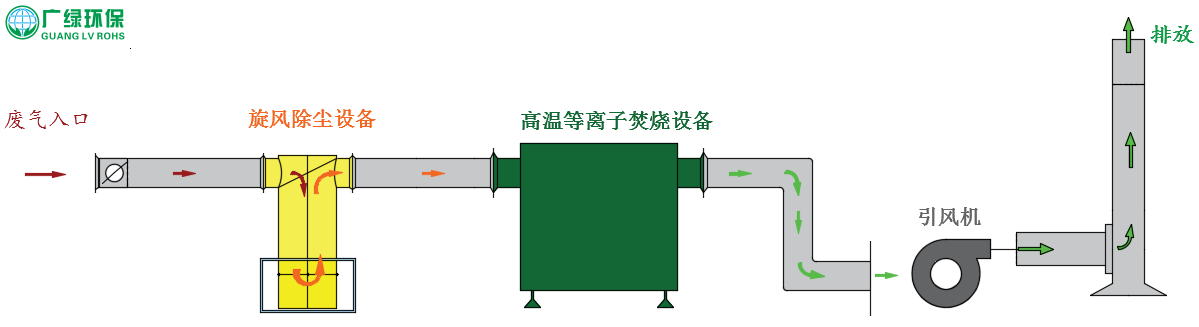
以下情況需要增加旋風除塵裝置:
含有顆粒物的工業廢氣,如涂裝行業廢氣。
高溫等離子焚燒技術:
高溫等離子焚燒技術是高頻(30KHz)高壓(10萬伏)大功率電源在特定條件下的聚能放電。工業廢氣在反應器中由常溫急劇上升至3千度高溫,在高溫、高電勢的雙重作用下,有機污染成分(VOCs)瞬間被電離并完全裂解。
經高溫等離子焚燒處理,工業廢氣中有機物(VOCs)裂解成為碳、二氧化碳、水蒸氣等單質物質。
噴漆車間廢氣處理設備工藝示意圖:
高溫等離子焚燒處理設備特點:
強大的功率和專業的設計使工業廢氣瞬間成為3千多度高溫等離子體,有害物質清除率大于98%,符合國家指定排放標準。
不銹鋼一體化結構, 耐腐蝕;安全可靠,維護方便。
智能化遠程控制,無需專職人員值守。
傳統的RTO技術:
傳統的天燃氣焚燒方式處理工業廢氣,消耗大量天然氣、氧氣,排放一氧化碳、二氧化碳等有害氣體,能效比低,適用面窄。(易燃易爆)
我們最先提出“高溫等離子焚燒”這一概念(發明專利),是唯一掌握該技術并實際應用的企業(世界范圍)。為工業廢氣治理開辟了一條全新的途徑。
“高溫等離子焚燒”技術比較“傳統RTO(天然氣焚燒方法)”有以下優勢:
1、 連續不間斷的處理廢氣,(天燃氣RTO為間歇工作模式)這在垃圾焚燒尾氣,凹版印刷有機廢氣處理應用方面尤為重要。
2、 廣譜性:能夠處理高濃度、成分復雜、易燃易爆及含有大量水分、固態、油狀物的工業廢氣,實現達標排放。
3、 不消耗天然氣,無碳排放問題,沒有閥門等運動部件,能夠無故障,不間斷運行上萬小時。
4、 風阻小,能耗低:處理2萬立方米/小時的燃氣RTO,為克服陶瓷蓄熱體風阻就需要功耗為90千瓦的引風機。
而處理2萬立方米/小時的高溫等離子焚燒設備(25千瓦),連同引風機(21千瓦)僅消耗46千瓦功率。
當VOCs類廢氣排放濃度低于200mg/m3,采用低功率密度高溫等離子處理設備,每1萬m3功耗僅為10kW。
無論從資金投入還是從營運成本考量,本方案要遠勝于濃縮吸附+RTO焚燒方案。
5、能效比高:節約能源,高溫等離設備廢體排放口溫度,比廢氣進口溫度僅提高幾十度。
6、處理效果好:二惡英等難以處理的物質,瞬間完全分解,實現達標排放。(是垃圾焚燒尾氣排放二惡英問題的理想解決方案)
7、無臭氧排放問題(低溫等離子設備存在臭氧排放問題)。
8、經濟適用:同樣規格的高溫等離子設備,價格不到燃氣焚燒RTO的二分之一,運營成本低于二分之一。
9、占地面積小,自動化程度高節約人力,運營成本低。
10、不會產生二次污染。無異味,對人口居住密集地區而言這是一個重要的考量指標。
11、天燃氣焚燒法RTO造價高昂,大量消耗天燃氣、氧氣,增加二氧化碳、一氧化碳排放,有二次污染之慮,無法應對日漸嚴格的環境保護標準。天燃氣焚燒法因其工作機理及自身結構上的缺陷,在易燃易爆場所,或處理廢氣中含有可燃成分時需要考慮防爆問題。天燃氣輸送儲存過程可能存在因泄漏而引發的安全問題
高溫等離子焚燒技術在工業廢氣處理方面的應用是一個劃時代的技術變革。
高溫等離子焚燒技術將逐步取代天燃氣RTO,成為新興產業。







